Proses pengelasan pertama dilaksanakan pada akhir abad ke-19 yaitu pengelasan tempa, digunakan oleh pandai besi untuk mengelas baja dan besi dengan cara memalu atau memanaskan. Proses pengelasan telah dikembangkan pada abad ke-20 untuk metode penyambungan yang konsisten dan berbiaya rendah. Hari demi hari, ada berbagai metode pengelasan yang dikembangkan seperti pengelasan busur logam yang diamankan. Metode pengelasan yang paling populer terutama mencakup busur logam gas, busur terendam, busur beralur fluks & terak elektro. Sekarang, Robot pengelasan dapat menjadi tempat umum di lokasi industri, & penyidik terus mengembangkan metode pengelasan baru serta mendapatkan pemahaman yang lebih baik tentang kualitas pengelasan.
Apa Metode Pengelasan?
Proses pengelasannya sebuah fabrikasi selain itu metode pahatan, digunakan untuk menyambung bahan seperti logam atau termoplastik dengan bantuan panas tinggi untuk melunakkan bagian logam secara bersama-sama & membiarkannya dingin. Proses pengelasan terpisah dari metode penyambungan logam berbasis suhu rendah seperti pematerian serta mematri, yang tidak melunakkan logam.

Metode Pengelasan
Selain itu, untuk melembutkan dasar logam, pengisi bahan biasanya dapat dipasang ke sambungan untuk membuat kolam bahan cair yang mendingin untuk membentuk sambungan yang bergantung pada konfigurasi las. Ini bisa lebih kuat dari bahan utama. Gaya juga dapat digunakan dengan panas dalam hubungannya untuk menghasilkan lasan. Proses ini juga membutuhkan jenis pelindung untuk menjaga logam pengisi jika tidak logam lunak dari berkarat.
Ada beberapa sumber energi tersedia untuk proses pengelasan yang meliputi nyala api gas, busur listrik, berkas elektron, gesekan, laser , & USG. Dalam industri, proses pengelasan dapat digunakan di beberapa lingkungan yang berbeda, meliputi di dalam air, udara terbuka, & di luar angkasa. Proses pengelasan berbahaya dan beberapa tindakan pencegahan wajib dilakukan untuk menghindari luka bakar, sengatan listrik, gangguan penglihatan, dan menghirup gas beracun.
Simbol Pengelasan
Itu komunikasi antara tukang las dan perancang dapat dilakukan dengan menggunakan simbol pengelasan. Sebagian besar gambar untuk proyek pengelasan dapat banyak ditaburi simbol. Panah adalah tulang punggung simbol pengelasan, garis pemimpin, ekor, garis referensi horizontal, dan simbol liar. Setiap kali pengelasan pada gambar teknik ditentukan maka satu set simbol pengelasan digunakan untuk menjelaskan informasi pengelasan seperti jenis liar, ukuran, dan pemrosesan serta informasi finishing.
Jenis Metode Pengelasan
Ada berbagai jenis pengelasan Metode telah dikembangkan berdasarkan permintaan, material serta kondisi. Setiap proses pengelasan memberikan kebutuhan yang berbeda serta memiliki kelebihan, kekurangan, dan aplikasinya masing-masing. Di sini jenis dan definisi pengelasan dibahas di bawah .
- SMAW (Pengelasan Busur Logam Terlindung)
- GTAW (Pengelasan Busur Tungsten Gas)
- GMAW (Pengelasan Busur Logam Gas)
- FCAW (Pengelasan Busur Beralur Fluks)
- SAW (Pengelasan Busur Terendam)
1). SMAW (Pengelasan Busur Logam Terlindung)
Jangka pendek Pengelasan Busur Logam Terlindung adalah SMAW jika tidak, pengelasan tongkat. Istilah tongkat berarti elektroda, dan itu tercakup dalam fluks pelindung. Pegangan elektroda menahan tongkat di tempatnya & busur listrik dapat dibentuk menggunakan DC (arus searah) sebaliknya AC (arus bolak-balik) .

Pengelasan Busur Logam Terlindung
Bagian kerja, serta elektroda, melunak untuk membentuk kumpulan logam cair yang menggigil membentuk sambungan. Saat pengelasan ditempatkan, elektroda menghancurkan lapisan fluks, menghasilkan uap gas yang menyediakan seperti gas pelindung & menawarkan lapisan terak, yang akan menciptakan lingkungan terlindungi untuk menjaga area sambungan dari polusi.
2). GTAW (Pengelasan Busur Tungsten Gas)
Jangka pendek dari Pengelasan Busur Tungsten Gas adalah GTAW, sebaliknya pengelasan TIG (Tungsten Inert Gas). Proses pengelasan ini menggunakan elektroda tungsten untuk menghasilkan lasan. Tidak seperti Pengelasan Busur Logam Terlindung, elektroda tidak dapat digunakan selama proses pengelasan. Sebagai alternatif, area sambungan dapat dilindungi dari polusi atmosfer oleh gas tak bergerak, sering kali gas Argon atau Helium.

Pengelasan Busur Tungsten Gas
3). GMAW (Pengelasan Busur Logam Gas)
Jangka pendek dari Pengelasan Busur Logam Gas adalah GMA atau Pengelasan gas inert logam. Pengelasan ini menggunakan kabel habis pakai yang dapat diumpankan ke seluruh pistol las.

Pengelasan Busur Logam Gas
Gas pelindung lembam seperti Argon atau campuran Argon dan Karbon Dioksida juga dapat ditaburkan di atas kolam pengelasan untuk menjaganya dari polusi. Di kawasan industri, pengelasan MIG adalah metode yang paling umum digunakan karena kemampuan beradaptasi serta kemudahan relatifnya. Namun, ini tidak sempurna untuk digunakan di luar ruangan atau di tempat lain dengan tingkat ketidakpastian udara yang tinggi.
4). FCAW (Pengelasan Busur Beralur Fluks)
Jangka pendek dari Flux-Cored Arc Welding adalah FCAW, atau FCAW. Jenis pengelasan ini banyak terkait dengan gas inert logam tetapi, fiturnya seperti penggunaan kabel tubular khusus diisi oleh fluks. Fluks dapat mencukupi dengan sendirinya untuk menjaga kolam pengelasan dari polusi jika tidak, gas pelindung juga dapat digunakan, berdasarkan bahan pengisi serta situasi lainnya.

Pengelasan Busur Beralur Fluks
5). SAW (Pengelasan Busur Terendam)
Jangka pendek dari Pengelasan Busur Terendam adalah SAW. Jenis pengelasan ini menggunakan elektroda yang dapat digunakan yang dapat diumpankan sesuai desain. Ini juga menggunakan penutup kualitas fluks granular fusible, yang terdiri dari banyak senyawa dengan kapur, silika, kalsium fluorida, serta oksida mangan antara lain. Penutup fluks granular dapat menjadi total sink wilayah pengelasan untuk melindunginya.
Pengelasan Busur Terendam
Proses Pengelasan Industri Lainnya
Jenis metode pengelasan lain yang digunakan di kawasan industri dibahas di bawah ini.
DB (ikatan Difusi)
Bagian ikatan difusi didorong bersama-sama pada suhu yang menonjol di bawah titik pelunakan untuk satu fase waktu.
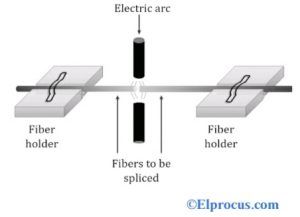
EXW (Pengelasan ledakan)
Bagian las ledakan (ledakan) yang akan diikat digerakkan secara bersama-sama pada sudut tertentu melalui muatan yang tidak stabil serta sekering secara bersamaan dari gesekan tumbukan.
USW (Pengelasan ultrasonik)
Metode ini menggunakan osilasi horizontal divisi tunggal terhadap tambahan untuk memperluas panas gesekan yang memadai agar fusi berlangsung.
ESW (Electro slag) & EGW (Elektro gas)
Dalam metode ini, kolam meleleh dari logam las yang ditutup dengan sepatu tembaga, yang digunakan untuk membangun pantat vertikal terhubung di dalam pelat berat.
Jadi, ini semua tentang jenis prosedur pengelasan , dan ini adalah salah satu metode yang digunakan untuk menggabungkan dua atau lebih bagian secara bertahan lama dengan aplikasi yang sesuai seperti panas atau tekanan. Seringkali bahan pengisi dapat dimasukkan untuk memudahkan penggabungan. Metode pengelasan terutama digunakan dalam bagian logam & paduannya. Berikut pertanyaan untuk Anda, apa saja jenis sambungan las?